




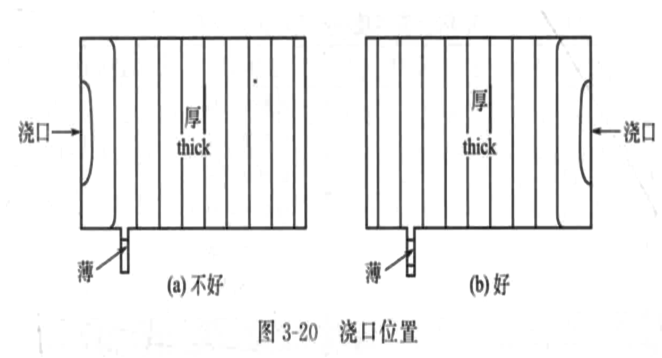
如圖所示(shì):
進膠點應該從肉厚的區域向肉薄的區域進膠,這樣(yàng)的話將肉厚的區(qū)域充填完成後,自動充(chōng)填肉薄的區域,
如果進膠點從肉薄的一側進(jìn)膠,當(dāng)充填完成肉厚的區域,而(ér)厚肉與肉薄相交互的膠將會(huì)冷卻掉,造成(chéng)肉薄的區(qū)域無法充填。
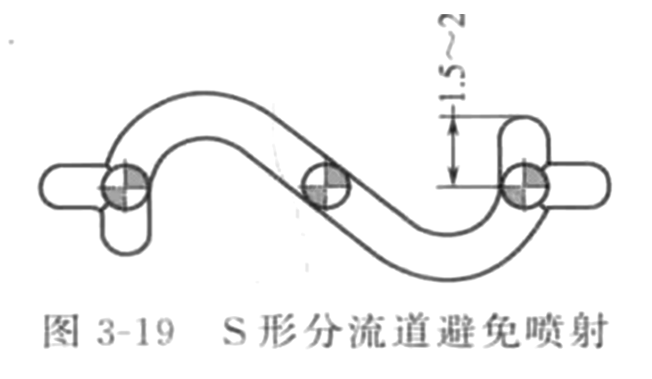
如圖所示:
S型(xíng)流道進膠,有效解決了進膠點流痕的問題,而且已避免(miǎn)了進膠口附近產生噴射紋的現象。
特別是PMMA、PS、PC料進(jìn)膠時,一定要采用型流道進膠,有效防(fáng)止進膠口附近氣紋或料花的問題。
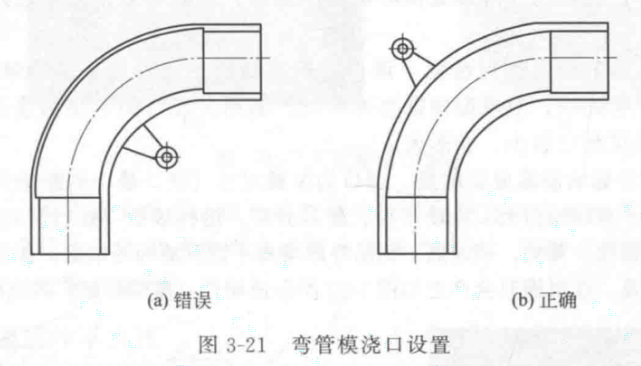
如圖所示(shì),彎管形狀的(de)產品,需要從彎管(guǎn)側麵進膠,有效(xiào)解(jiě)決了進膠阻力的問題,並且有效解決了注射壓力的分解(jiě),型芯(xīn)沒(méi)有產生偏移,整體的注(zhù)塑肉厚也比較均勻。
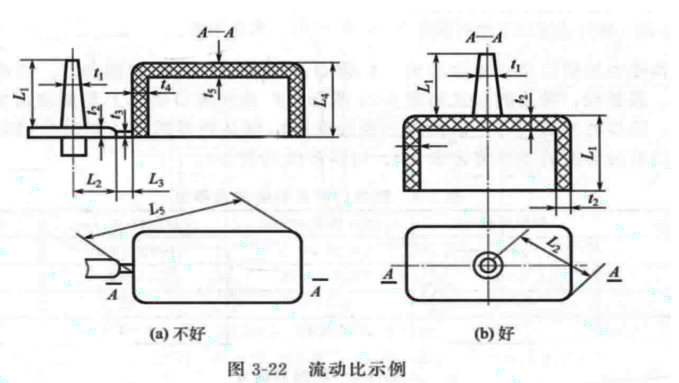
如圖所示:
當塑料的流長比接近L5的情況下,如(rú)果從側進(jìn)膠時,會造成產品(pǐn)末端壓(yā)力損失(shī)效大,保壓壓力無法均勻,會造成產品收縮不勻所影起的變形(xíng),建議還是從中心進(jìn)膠,讓材料充填均勻,壓力也損失最小。
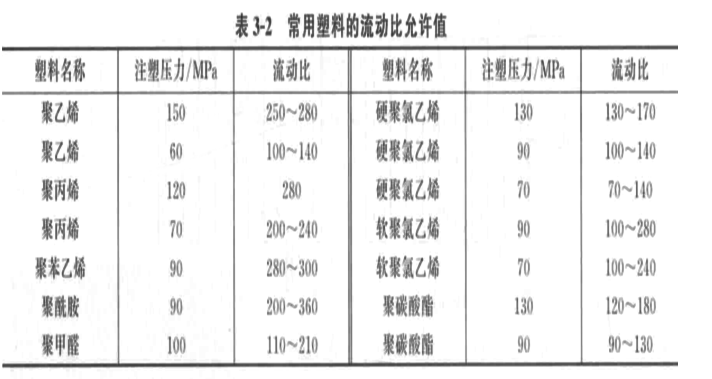
如圖所示:
常(cháng)用塑料的流動比值:

通(tōng)(PVC)")
三(sān)通(PVC)")
")
")