




在手機(jī)與基站紛(fēn)紛(fēn)跨入毫(háo)米波時代的今天,一(yī)副通信模具究(jiū)竟蘊藏(cáng)了怎樣的技(jì)術密度,才足以(yǐ)守護訊(xùn)號的(de)高速與穩定?
一、產業坐標:通信模具為何(hé)獨(dú)樹一幟
通信器件對(duì)高頻特性、尺寸一致性和散熱效率的要(yào)求遠超一般塑件(jiàn)。模具既要兼顧介電常數、插損、熱膨脹,又要滿足批(pī)量複製的經濟性,成(chéng)為鏈接材料科(kē)學與網絡性能的關鍵節點。
二、場景(jǐng)切入:從天線罩到光(guāng)模(mó)塊外殼
5G/6G 天線罩:需(xū)保持波透過率與機械強度的平衡。
高速連接(jiē)器絕緣件:微細(xì)針孔排列(liè),公差控製到 ±0.01 mm。
光模塊外殼:屏蔽腔體與塑料導光件需一次成型,避免多道裝配誤(wù)差。
路由器殼體:複雜散熱鰭片與裝飾紋理共存,對模具排氣、冷卻提出挑戰。
三(sān)、材(cái)料協(xié)奏:特殊樹脂的“脾氣”
LCP(液晶聚合物):低介電、耐(nài)高溫,但(dàn)熔體流動快,要求澆口精(jīng)準控溫(wēn)。
PPS/PPA:尺寸穩定、耐濕(shī)熱,適合射頻結構件;模(mó)具需選用硬質鋼並(bìng)鍍鎳防腐。
EMI 屏蔽粉料複合物:金屬粉含量高,磨蝕性強,冷卻不均易產(chǎn)生(shēng)翹曲。
四、設計拆解:毫米級(jí)體積裏的(de)微米級思(sī)考(kǎo)
分割麵布局——巧用階(jiē)梯分型,隱藏夾線,兼顧信號完整性。
流(liú)道(dào)網絡——多點平衡澆注,搭配閥針順序啟閉,避免流(liú)痕與焊接(jiē)線。
散熱水路(lù)——在超(chāo)薄壁麵上嵌入 3D 斜管,縮短周期並(bìng)抑製收縮(suō)差。
鑲件模塊化——高(gāo)磨損區快換設計,停線即可(kě)更(gèng)換(huàn),不影響主模壽命。
五(wǔ)、加工實錄:精(jīng)雕細琢的工藝矩(jǔ)陣
高速石墨電極放電:深溝細肋(lèi)鏡麵一次到位。
五軸聯動精銑:複雜雙曲(qǔ)麵天線罩,刀具步距控製在 0.02 mm 以內。
慢走絲分割:保(bǎo)證鑲件與主模配合麵平麵(miàn)度 < 2 μm。
超聲拋光+化學拋光:實現光模塊鏡麵反射級別 Ra 0.02 μm。
六、成型調參:工藝窗口的“黃(huáng)金(jīn)區間”
熔體溫度:LCP 常設 300 °C 左右,稍低即充(chōng)填不足,稍高則(zé)纖維降解。
保壓曲線:采(cǎi)用兩段或三段階梯式,既壓實柵(shān)格亦抑製翹曲。
模腔(qiāng)真空排氣:先(xiān)抽後注,防止氣穴影響高頻損耗。
在線監測:壓力、溫度曲線與(yǔ)實(shí)際件件號一一綁定,形成可(kě)追溯(sù)檔案。
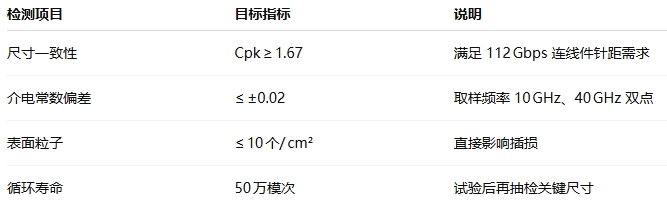
七、品質閉環:量化到每一次脈衝
八、綠色智造(zào):低碳與高精並行
增材嵌件水路:3D 打印 conformal cooling,能耗降(jiàng) 15%。
刀路優化算法:縮(suō)短主軸空行(háng)程,降低刀具磨耗與碳排放。
再生樹脂試(shì)點:部分(fèn)室(shì)內 CPE 天線(xiàn)罩改用可回收 PC/ABS 合金,配套模具鍍層(céng)升(shēng)級以抵抗低分子(zǐ)揮發。
九、供應(yīng)版圖:跨(kuà)區域協同的新格(gé)局
中國長三角、高雄、馬來檳城等地分別形成射頻行業(yè)模具集群,配合歐美日係統廠商(shāng)做(zuò)全球 24 小時交接。數字平台實時同步模型(xíng)、參數與出貨節拍,縮短跨國項(xiàng)目周(zhōu)轉 30% 以上。
十、前瞻(zhān)坐標(biāo):毫米波之後的機會
玻(bō)璃陶瓷共注:突破 100 GHz 封裝壁壘(lěi)。
金屬–塑(sù)料異化一體成型:兼顧屏蔽與輕量(liàng),預計 3 年內商(shāng)業化。
智能模具芯片:在模仁內嵌感測片,實時捕捉熱(rè)場、應(yīng)力,預測性(xìng)保養。
通(tōng)信模具是一場跨學科的大合奏:材料的分子排列、機械(xiè)刀路的微米跳躍、熱傳導的秒級波動與射頻測試(shì)的納秒響應,環環相扣。誰能運(yùn)籌(chóu)精度(dù)、成本與速度的三角平衡,誰就(jiù)能在信息洪流中掌握節拍。

")
")
")
")