




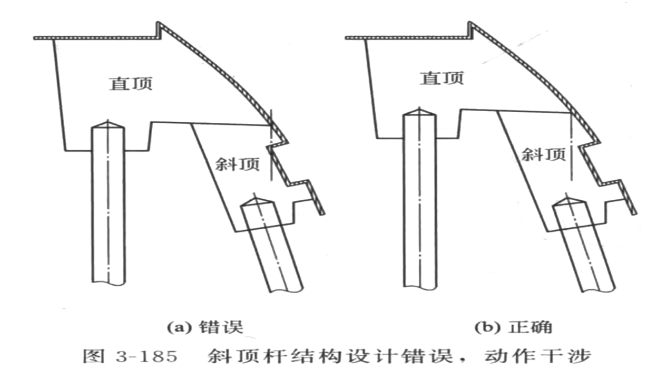
如圖(tú)所示:
正常情(qíng)況下斜頂直接頂出的是無法正常脫模,所有斜頂前端追加一段直頂進行輔助頂出的(de)情況下,就可以正常脫(tuō)模了(le)。
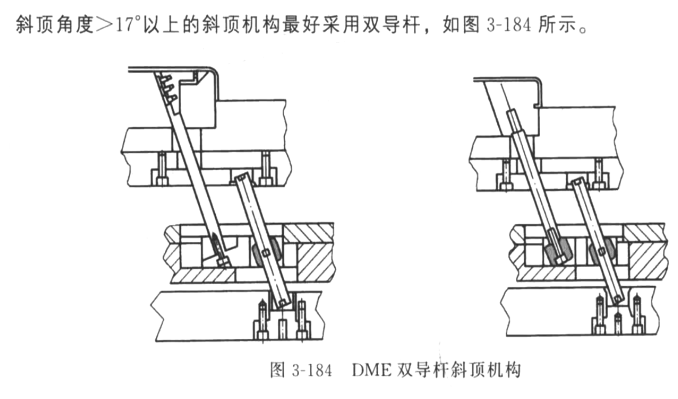
如圖(tú)所(suǒ)示:
當(dāng)斜頂的(de)角度大於17度的情況下,最好采用雙導(dǎo)杆,因為當斜度大於17度時,斜頂在頂出過程中受力很大,在量產中易卡死,所(suǒ)以采用雙導杆進行受力分解,達到更穩定的量產。
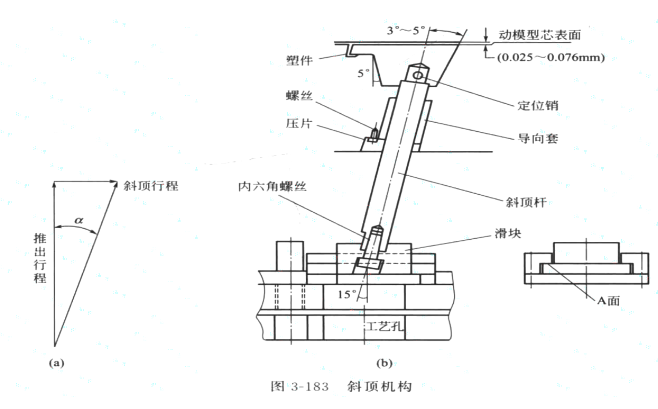
如(rú)圖(tú)所示:
斜頂的常用角(jiǎo)度為3~15°,常用(yòng)角(jiǎo)度5~8°為(wéi)最佳。
特(tè)別是斜頂比較大的情(qíng)況下,可以(yǐ)采用(yòng)導杆(gǎn)+導向的結構,這樣不但優化斜頂加工量(liàng),同時也(yě)保證(zhèng)的斜頂量產(chǎn)中的穩定(dìng)性(xìng)。
正常情況下(xià),導向材質:青銅+石墨 ,起到了很好的導向並自潤滑的效果。
當斜頂采用膠位麵+導杆的情況下(xià),斜頂最好采用3麵斜麵來封膠,特別是與斜頂(dǐng)角度退出方向麵的斜度=導杆角度+3~5度。
如圖所示:
斜頂設計參數與避空參數,在有空間(jiān)的情況下,避空最好控製在(zài)單邊2.0mm,
重點:以斜頂運動的狀態來模擬避空狀態。
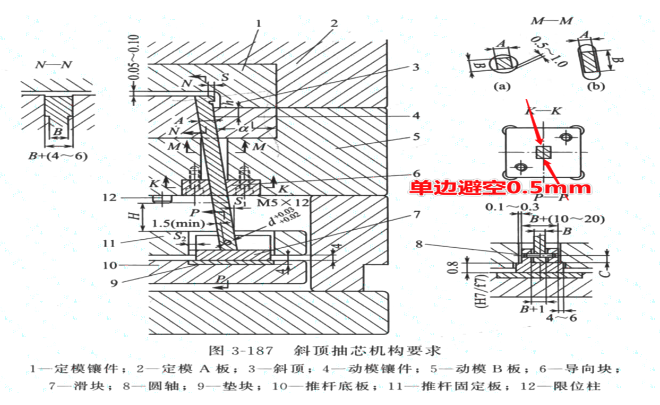
如圖所示:斜頂的基準麵的設計原則。
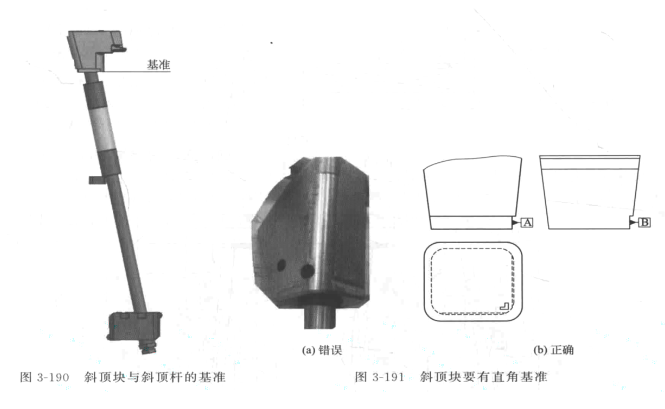
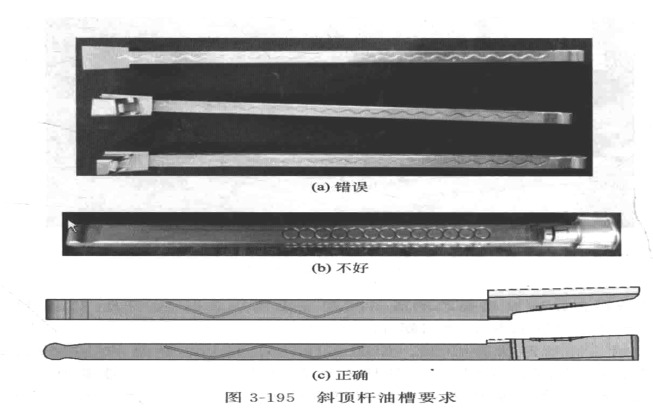
如(rú)圖所示:斜頂杆開油槽的正確樣式。
斜頂設計(jì)注意事項:
1,要求高的卡扣(kòu)位時,斜頂(dǐng)需要(yào)做(zuò)台階限位;
2,斜頂在設計過程中需要設計基準麵,方便取(qǔ)數與檢測;
3,為了防止斜頂麵鏟膠,斜頂頂麵區域做加膠0.03~0.05mm;
4,為了確保斜頂的剛性與韌性,正常情況下材質選用FDAC,表麵氮化處理;
5,斜頂(dǐng)的材質要與動、定模仁材(cái)質不一樣;
6,斜頂導向塊+斜頂座材質也要與斜頂的材質不一樣。

通(PVC)")
")
")
")